


LFS800插齿机主轴静压报警诊断与处理
2026-01-11王建成
【昌河飞机工业(集团)有限责任公司,江西景德镇 333002】
利勃海尔LFS800数控齿轮加工中心主轴结构采用的是静压支撑,即静压轴承,机床在加工零件过程中出现主轴静压监控报警,设备无法正常加工。分析机床出现主轴静压监控报警的原因,探索其处理措施。
1 LFS800插齿机故障现象
LFS800插齿机在零件加工时出现“700212主轴静压监控报警”,为主轴静压压力超出范围,机床无法进行加工。每次发生报警时,加工时间均在54min左右。
2 LFS800插齿机故障分析及解决方法
插齿机的主轴运动是回转与往复的复合运动,其中往复运动为主要切削运动,速度高、负载大。主轴结构采用的是静压支撑,即静压轴承。它是靠外部液压单元供给恒定压力油,在轴承内建立静压轴承的承载油膜,且油膜具有一定的刚性,对液压油的过滤和保持清洁要求较严格。机床主轴静压轴承四周分布4个压力传感器,实时对静压轴承4个方向的压力进行检测 (图1)。
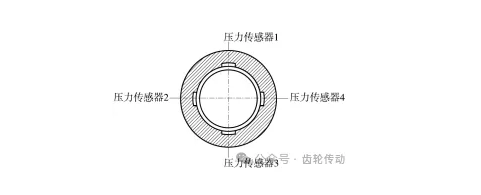
图1 主轴静压轴承结构
机床出现主轴静压监控报警的可能因素有:
①加工工艺方法不正确,零件加工进给量过大导致主轴负载增加,引起主轴静压压力升高;
②零件安装不牢固,若是在加工中零件位置突然发生移动,亦可导致主轴负载增加;
③液压油浑浊、含有杂质,会导致静压轴承油膜受力不均匀;
④压力检测系统出错,导致发生误报警;
⑤主轴圆柱度不佳,导致主轴在做冲程运动时,油膜压力不均匀,超出正常范围。按以上因素逐项检查。
(1)加工工艺。经与工艺及操作人员确认,此零件为成熟产品,已进行多次加工,加工程序及切削参数均未作修改,且之前加工零件均正常,故加工工艺正确。
(2)零件安装。为确认零件安装是否牢固,机床进行试切件加工,加工前确认试切件位置,加工一段时间后,机床再次出现报警,此时再次确认试切件位置,发现其位置并未发生偏移,因此可排除此因素。
(3)液压油。检查液压油,发现液压油含有少量杂质,为确认是否为液压油不够清洁导致机床报警,更换液压油及过滤器,然后再次进行试加工,约54min后,机床再次发生主轴静压监控报警。
(4)压力检测系统。为确定压力检测系统是否出错,检查4个压力传感器的I/O信号(I42.1、I42.2、I42.5、I42.6)在发生报警时是否发生变化,哪些传感器发生变化。由于信号值在出现报警时只是瞬间发生变化,无法在显示面板上查看,因此使用西门子STEP7软件在PLC程序里对4个压力传感器的I/O信号进行上升沿监控,发现每次报警时只有I42.2信号发生变化。将 I42.2与I42.1所对应的2个传感器进行交换使用,最后依然是检测到I42.2信号发生变化,因此可排除压力检测系统。
(5)主轴圆柱度。检测插齿机主轴跳动,由于其主轴做冲程运动,若是主轴跳动量过大,冲程运动中负载也会越大。因此在机床未加工状态下测量上,中,下3个冲程位置处主轴径向跳动(图2),同时记录在3个冲程处4个压力表的压力值。
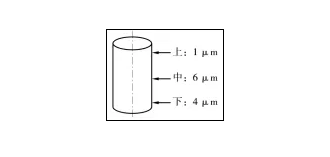
图2 主轴跳动检查
根据技术要求,主轴径向跳动应<8μm,静压压力正常范围为25~30MPa。冲程在最上端位置时,主轴径向跳动1μm,压力变化(MPa):
①29.0;
②27.5→27.0;
③28.5→28.0;
④26.0→26.5。
冲程在中间位置时,主轴径向跳动6μm,压力变化(MPa):
①29.0→29.5;
②27.0→27.5→28.0;
③28.5→29.0;
④26.0→26.5→27.0。
冲程在最下端位置时,主轴径向跳动4μm,压力变化(MPa):
①28.5→29.0→29.5;
②27.0→27.5;
③28.0→28.5 →29.0;
④ 25.5→26.5→27.0。
由此可见,在未加工状态下,机床的主轴圆柱度正常,压力正常。
(6)加工用刀具。经与操作者核实,机床出现此报警时所用的插齿刀均为同一批次刀具,此批次插齿刀为最近新购刀具。因此,使用原厂配用刀具再次进行加工试验,试件加工整个过程机床未发生报警,故认为这一批次刀具有质量问题。对机床加工出现报警所用的刀具进行检查发现,插齿刀 的齿有明显钝迹(图3)。由于插齿刀在上下往复运动承受冲击载荷,而此批次插齿刀材料较差,韧性不好,长时间加工后导致刀刃在高温高压下发生塑性变形,以致出现静压报警。

图3 插齿刀
最终,要求操作加工时使用原厂配带刀具,协调车间将此批次刀具全部返厂维修,并核实所采购刀具的质量。至此,故障排除。
总 结
在机床出现报警时,要从其原理上进行分析和诊断,确定报警出现的可能原因,包括工艺、电气、机械等。然后对每个原因进行测试分析,找到问题根本原因,才能采取相应措施,解决设备故障。
来源:《设备管理与维修》
(版权归原作者或机构所有)

