


外圆磨床上磨外圆常用的四种方法
2026-02-03一、前言
外圆磨,外圆磨削 主要在外圆磨床上进行,用以磨削轴类工件的外圆柱、外圆锥和轴肩端面。
磨削时,工件低速旋转,如果工件同时作纵向往复移动并在纵向移动的每次单行程或双行程后砂轮相对工件作横向进给,称为纵向磨削法。
本文讲解外圆磨床上磨外圆有四种方法。
二、外圆磨床上磨外圆有四种方法:
(1)纵磨法
磨削时,砂轮高速旋转,工件作圆周进给运动,工作台作纵向进给运动。
每次纵向行程或往复行程结束后,砂轮作一次小量的横向进给,当工件尺寸达到要求时,再无横向进给地纵向往复磨削几次,直至火花消失,停止磨削。如图所示。
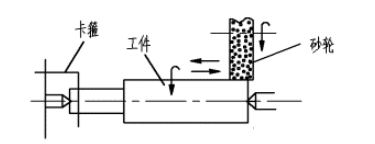
纵磨法的磨削深度小,磨削力小,磨削温度低,最后几次无横向进给的光磨行程,能消除由机床、工件、夹具弹性变形而产生的误差,所以磨削精度较高,表面粗糙度小,适合于单件小批量生产和细长轴的精磨。
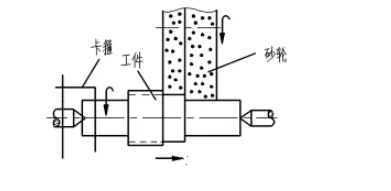
(2)横磨法(切入磨法)
磨削时,工件不作纵向进给运动,采用比工件被加工表面宽(或等宽)的砂轮连续地或间断地以较慢的速度作横向进给运动,直至磨掉全部加工余量。
横磨法的生产率高,但砂轮的形状误差直接影响工件的形状精度,所以加工精度较低,而且由于磨削力大,磨削温度高,工件容易变形和烧伤,磨削时应使用大量冷却液。
横磨法主要用于大批量生产,适合磨削长度较短、精度较低的外圆面。如图所示。
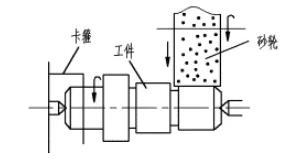
(3)分段综合磨法
先采用横磨法对工件外圆表面进行分段磨削,每段都留下0.01~0.03mm的精磨余量,然后用纵磨法进行精磨。
这种磨削方法综合了横磨法生产率高,纵磨法精度高的优点,适合于当磨削加工余量较大,刚性较好的工件。
(4)深磨法
将砂轮的一端外缘修成锥形或阶梯形,选择较小的圆周进给速度和纵向进给速度,在工作台一次行程中,将工件的加工余量全部磨除,达到加工要求尺寸。深磨法的生产率比纵磨法高,加工精度比横磨法高。
但修整砂轮较复杂,只适合大批量生产,刚性较好的工件,而且被加工面两端应有较大的距离方便砂轮切入和切出。
三、纵磨法磨削外圆步骤:
a.启动机床油泵电机;
b.启动砂轮电机;
c.启动快速进退阀,将砂轮快速移近工件,供冷却液;
d. 启动工作台作纵向进给运动,摇进给手轮,让砂轮轻微接触工件表面;
e.调整切削深度;
f.先进行试磨,边磨边调整锥度,直至消除锥度误差;
g.粗磨,每次切深为0.01~0.025mm;
h.精磨至规定尺寸,每次切深为0.005~0.015mm;
i.进行光磨,无横向进给,直至火花消失;
j.停止机床,检验工件。
(来源:卡盘技术咨询联盟)

